

��Ԕ��
 ���\�ܘI������䓹��ИI֪��Ʒ��
���\�ܘI������䓹��ИI֪��Ʒ�� 

 ȫ�����՟ᾀ
ȫ�����՟ᾀ3PE���������a��ˇ����
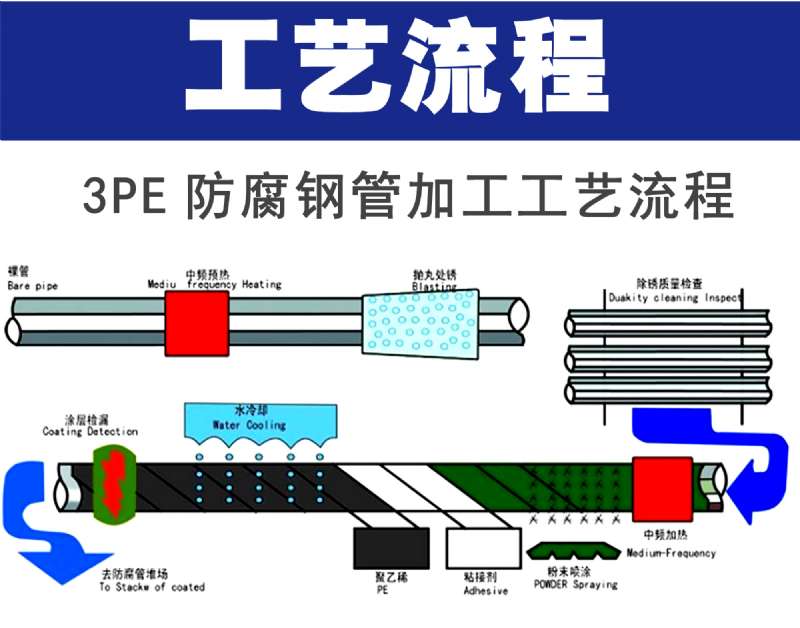
3PE���������a��ˇ����
�����ܾ��������OӋҪ��䓹ܵķ�����������һ�w���Cе��ˮ���I�������a��ʽ�������a��Ҫ����r�¿�24С�r�B�m���a��ʩ���ˆT���������M�Є��֣����н��Ӱ����I���ڸ�����ʂ�;w���_ʼ���a֮ǰ���������ܾ���������3�N��ͬ�����ӌ�������ȵ�Ҫ������ԇ�ܶ������a���Ϸքe�����{��䓹�Ϳ��r���A��ضȼ������Ӹ���Ϳ���ȣ�����헅����_��Ҫ����_ʼ���a��
䓹����^�z��
���ӹ�ǰ��䓹ܵ����^�����쾚������Ŀ�y��������M���^�죬䓹��Пo���ؙCе�p������Ƥ���ѿp�����ݵ�ȱ�ݣ��z�鲻�ϸ��䓹ܲ���ʹ�ã����������ϸ���R�˻ء���պϸ�ķ�������ʩ����
���ݼy�ܵĹܿ������F�����r�������r�M���҈A�ޏͣ������ޏ͵đ���U��
�ܼ����P
��������ץ�ܙC����Ҫ�M�з�����䓹ܵ��\�����I�����Ϲ�ƽ�_�����û���ӟ����b�Ì�䓹ܵ�������M���A��̎������䓹ܱ���ij��⡢���ۡ��s�|�ȣ��ӟ�ضȿ�����40��~60�棬���������䓹ܱ���ij��P�|����
��䓹ܾ�����PW-380䓹ܒ�����P�C�M�г��P����䓹��M�뒁����ǰ�������z�|��d�ƳɵĹܿڶ��^����䓹ܹܿڵăɶˣ���䓹��Ԏ��ܶ�ʹ�����Ԏ��Ĺܶ·�£�������䓹��ڳ��P�^���У������҃ȵ�����w��ܿڃȣ��p�����ēpʧ��ͬ�r���C��䓹��ڳ��P�r������������������P���䓹ܱ��摪�_����Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ���GB/T8923��1988Ҏ����Sa2.5����������^�y��ȑ����h����ĩ���a�S���ṩ���f�������С�
�������A̎��������е��F�P�����ۡ�����Ƥ�ȑ�����Ƀ���
�������䓹�������M�Йz�飬�����܌���Ϳ��©�c�ı���ȱ�ݣ����ú��m�ķ����M�д�ĥ���Ҵ�ĥ��ıں�С��Ҏ��ֵ�������ڴ��c��䓹ܑ���������������
�������P�|�����ϸ��䓹ܣ������r�¾�������܃Ȓ��Ȼ�����a�����³��P��
䓹ܱ����m̎��
��䓹ܽ�������P�����M���µ�����h����ĩ�߉��o늇�Ϳǰ�������m̎���b�Ì�䓹ܵ�������M�ж���̎������䓹�����暈�����P���m����Ƀ���������4С�r���M�Эh����ĩͿ�ϵ�Ϳ�������^4С�r��䓹ܱ�����F���P�r����������M�б����A̎����䓹ܱ����M���m̎��r���������ӳ��m�b���ϵ����L�C���ن��ӳ��m늙C�������a���Д��r�����Ȱ��³��m늙Cֹͣ���o����ֹͣ���L�C������
�����r�������L���m���ȵķۉm������ѷe�^����Ӱ푳��mЧ����
�������m�b�ú������z�����L�C�Ĺ�����r��
�����m늘O�����ڱ��B���_������������
���M�з������a�r��ÿС�r�����ٙz��һ��䓹ܱ����m̎����r��
䓹��A��
�����m̎�����䓹ܣ����M�Эh����ĩͿ��ǰ�������M���A��̎��������KGPS-750uw�㹦�����l�C�o䓹��M�мӟᣬ�A��ضȱ�횷��ϭh����ĩͿ����Ҫ��Ĝضȣ�����߲��ó��^275�档
���z�����lѭ�hˮ��ˮλ���_��ˮ��������2.5~3�������������lѭ�hˮ�ã��z��ѭ�hˮ���й�·�Ƿ�©ˮ��ֻ���ڴ_��ѭ�hˮ��·һ��������r�£������_ʼ�������l�b�ÙC��
��������ͬ��䓹ܵ����M�ٶȼ��A���ӟ�ضȣ��Ì��������I�����{���_�����a�����l�ӟ��ݔ������ֵ��
��ʹ�����M�Ĝy�x����y��䓹��A��r�Ĝضȣ���ߜy���Ĝʴ_�ȣ��Ա��C䓹��M�з�ĩͿ��r��䓹��A��ض��ڷ�ĩͿ�����a�S�����]�ķ����ȡ�
���M�з������a�r��ÿС�r���ٜy��ӛ�һ�Σ��_����ĩͿ��r䓹ܵ��A��ضȡ�
�h����ĩ�LͿ��Ϳ
���ڟ�LͿ�c�ᇊͿ��ˇ��e�^���@�ﲻ��Ԕ��������
�zճ��Ϳ���c����ϩ���p�@
�� �zճ����Ϳ������ڭh����ĩ�z���^�����M�С�
�� ���Â����p�@��ˇ�r�����_����Ӳ��ֵľ���ϩ�����p�ɂȵľ���ϩ��ȫ݁���܌�������ֹ��������ϩ�ӱ��档
ѭ�hˮ��s
䓹ܷ����������Y�������r�M����s�̶����ͣ��ɲ���ѭ�hˮ��Ϳ�Ҍ��������䓹��M�з����ӱ�ӵ���s����s��ȡ��ηִη�ʽ��
�����aǰ���Ȇ��ӝ�Ϳ�ҵ�ѭ�hˮ��늙C��
���{����sˮ�ܸ��y�T�_�P��������sˮ�Ĵ�С������ˮ���^����Ɍ�����Ϳ�ӵě_����Ӱ�Ϳ�ӵ����^�����|����
����䓹��M�띲Ϳ�ҵ�һ�M����݆ǰ�����õ�һ����sˮ�M����s���@��䓹ܱ�ӄ������ϵ�Ϳ���ڝL�ӵ���һ�M�z݆�ϣ������Ӳ����Ɖģ�������á�
���������Ĵ�С���h���ضȲ����ȡ2~4����sˮ�M����ηִε���s��䓹���s�ضȲ�����60�棬���_���۽Y�h��Ϳ�ӹ̻���ȫ��
��Ϳ�ӵ����^��ƽ����ɫ�ɾ��o���ݡ��_�Ѽ��s�ף����S���p�Ƚ�Ƥ��y��Ϳ�Ӻ�ȑ��_���OӋҪ��
��ÿ�B�m���a�����ّ��z���1��5��10��䓹ܵķ����Ӻ�ȣ�֮��ÿ10�����ٳ�zһ����
�����I����Ҫ�����I��Ҫ����С�
����^
䓹ܵķ����ӽ���sˮ��s��Ҏ���ܶ��A���L�Ȟ�100-120mm��Ҫ��
��ĥ�ܶ����^
�� ����ϩ�Ӷ��摪�γɲ�����30�ȵĵ��ǣ�����ϩ�Ӷ˲���ɱ��������^20mm�ĭh����ĩͿ�ӡ�����ֹ�����ܶ˲������ӄ��x���N��
�� �ܶ����^����늄�䓽zˢ�M�йܶ����^̎���������r��2~3�ηֶ��M�У����_���˜�Ҏ��Ҫ��
�� ������ĥ�ܶ����^�����ӵ��ǵ�䓽zˢ�������摪ƽ�����o����
��һ�l�� Ӱ�����Ϳ��䓹܃r��׃�ӵ�������ʲô��
